二是系统重新上电开机, 该报 警消 除。再进行回参考点操作, 重新设定系统存储行程参数为原来的值, 机床即恢复正常。
基本调试参数设置部分
1 小数点的设置
在数控机床使用时,一些FANUC 0i系统常会出现编程时要求坐标字右边加小数点,例G00 X100.Y100.F100.,即X100.表示X 方向走100mm,如果写成X100 则
仅表示X 方向走0.1mm。上述实例实际上是由FANUC 0i系统参数#3401设置的(表1)。
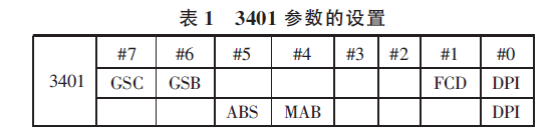
其中DPI 表示可以使用小数点的地址,0:视为zui 小设定单位,1:视为mm
调试时其设置步骤如下:
(1)将NC 置为MDI 方式;
(2)将FANUC 0i 系统参数设为“可写”状态:(a)按功能键OFFSET———按软键“设定”;(b)光标移至“参数写入”处;(c)输入“1”———按input 键。
(3)修改3401 参数值:(a)按功能键SYSTEM———按软键“参数”;(b)输入“3401”———按软键“搜索”; (c)光标移至3401#0 处;(d)输入“1”———按input 键。
(4)将FANUC 0i 系统参数改为“不可写”状态
其方法同第 二 步,输入“0”即可。
通过以上修改,在编程时,不管坐标字右边是否有小数点,输入的数值均以mm 为单位,X100.和X100 均表示X 方向实际走100mm,这样可以提高程序输入的准确度和效率。
2G71、G72 编程时往往会提出这样的要求:即零件轮廓必 须符合X 轴、Z 轴方向同时单调增 大或单调减少。
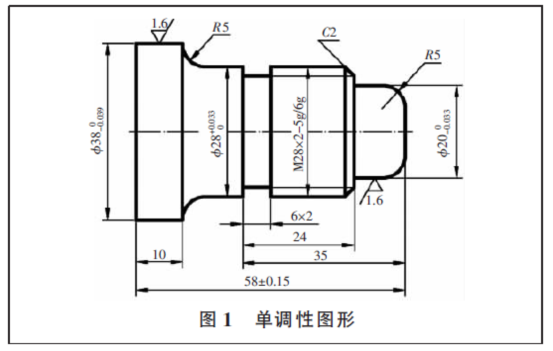
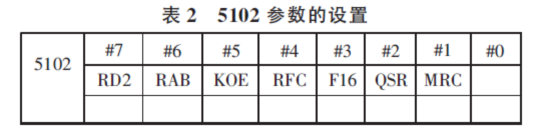
实际上该特征由参数5102 确定(表2),许多机床设置成即5102#1=1,即MRC=1。
此时加工图1 所示零件轮廓符合X 轴、Z 轴方向同时单调增 大或单调减少的图形时,系统不报 警,机床正常加工。
在实际应用时如加工图2 所示零件轮廓X 轴、Z 轴方向非单调增 大或单调减少的图形时,需把5102#1 设为0,即MRC=0,此时非单调性图形零件的加工,系统不报 警,机
床正常加工。
3 镜像功能的开通
许多装有FANUC 0i 系统的机床生产厂家并没有在调试参数时开通G51 镜像功能开通,如要开通需设置以下4 个参数:5400#6=1(各轴缩放比例用I、J、K 指令);
5400#7=1 (缩放的倍率单位为0.001 倍);5401#0=1(缩放有 效);0012#0=1(镜像开通)。