1、445 号伺服断线软件报 警: 机床不能正常运行
维修步骤:
一是检查系统的硬件连接均正常, 但伺服电机的反馈值与光栅尺的反馈值偏差较大;
二是修改伺服调整画面的功能位参数No.2003.1=0, 取消伺服断线软件报 警功能。这样就不再出现445 号伺服断线软件报 警, 机床恢复正常运行。
当然, 这种方法只能在精度要求不太高的场合使用, 因为它取消了全闭环和半闭环反馈的偏差监控功能, 彻 底的解决方法还是要维修调整机械传动机构。
2、经三坐标机测量存在约8μm 的径向误差, 而且有过象限突起
调整步骤如下:
一是消 除位置偏差的有用功能是位置前馈。使用该功能, 可以抑 制由加/ 减速造成的延迟和伺服系统的延迟, 加工的轮廓误差可以降低。调整预读前馈系数参数No. 2092 由
9000 调整为9500;
二是在伺服调整画面修改速度环增益参数125 为180,再微调预读前馈系数参数No. 2092 由9500 为9600。
3、在机床的运行过程中出现Z轴振荡的现象
维修步骤如下:
一是调整机床位置环增益No.1825 关于Z 轴的参数, 由3000 调整为2800, 机床运行时Z 轴振荡没有明显的效果, 再降低该参数, 机床则出现伺服报 警;
二是经观察, Z 轴电机与丝杠间传动比为2: 1的皮带轮传动, 分析电机与Z 轴之间会有一定的
扭转和传动间隙, 难以稳定位置环功能。通过设置机床参数No.2012.1(MS FE) 为1, 使机械速度反馈补偿功能生效, 并设置机械速度反馈增益参数No.2088 为30, 重新开机, 运
行Z 轴时振荡现象消失。
4、进给轴采用半闭环控制, 经机床定位精度检测发现各进给轴均存在约30~40μm 的超差。
维修步骤如下:
一是调整和预紧各进给轴丝杠螺母副, 再检测发现仍存在约10~20μm 的超差。
二是测定出各轴进给间隙补偿量, 将测定值补偿在机床参数1851 中, 测定出各轴快速进给间隙补偿量, 将测定值补偿在机床参数1852 中。
三是机床各进给轴重新回零, 再检测机床定位精度, 误差均在5μm 之内, 符合定位精度要求。
5、在某次开机后出现X 轴软件超程报 警且正反向均无法开动, 按RESET 键、重新开机都不能消 除该报 警。
维修步骤如下:
一是把存储行程ji限参数设定为无效, 即机床参数1320 设为99999999, 机床参数1321 设为- 99999999 。
二是系统重新上电开机, 该报 警消 除。再进行回参考点操作, 重新设定系统存储行程参数为原来的值, 机床即恢复正常。
基本调试参数设置部分
1 小数点的设置
在数控机床使用时,一些FANUC 0i系统常会出现编程时要求坐标字右边加小数点,例G00 X100.Y100.F100.,即X100.表示X 方向走100mm,如果写成X100 则
仅表示X 方向走0.1mm。上述实例实际上是由FANUC 0i系统参数#3401设置的(表1)。
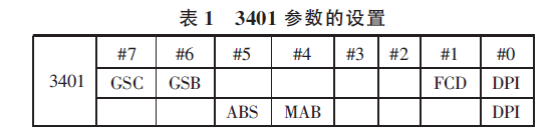
其中DPI 表示可以使用小数点的地址,0:视为zui 小设定单位,1:视为mm
调试时其设置步骤如下:
(1)将NC 置为MDI 方式;
(2)将FANUC 0i 系统参数设为“可写”状态:(a)按功能键OFFSET———按软键“设定”;(b)光标移至“参数写入”处;(c)输入“1”———按input 键。
(3)修改3401 参数值:(a)按功能键SYSTEM———按软键“参数”;(b)输入“3401”———按软键“搜索”; (c)光标移至3401#0 处;(d)输入“1”———按input 键。
(4)将FANUC 0i 系统参数改为“不可写”状态
其方法同第 二 步,输入“0”即可。
通过以上修改,在编程时,不管坐标字右边是否有小数点,输入的数值均以mm 为单位,X100.和X100 均表示X 方向实际走100mm,这样可以提高程序输入的准确度和效率。
2G71、G72 编程时往往会提出这样的要求:即零件轮廓必 须符合X 轴、Z 轴方向同时单调增 大或单调减少。
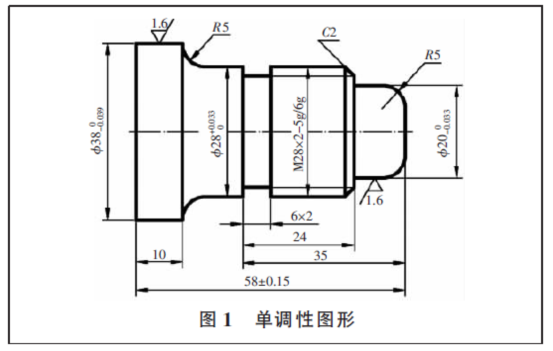
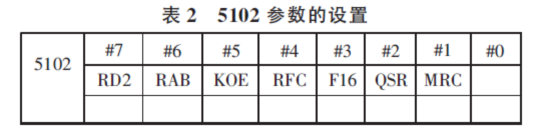
实际上该特征由参数5102 确定(表2),许多机床设置成即5102#1=1,即MRC=1。
此时加工图1 所示零件轮廓符合X 轴、Z 轴方向同时单调增 大或单调减少的图形时,系统不报 警,机床正常加工。
在实际应用时如加工图2 所示零件轮廓X 轴、Z 轴方向非单调增 大或单调减少的图形时,需把5102#1 设为0,即MRC=0,此时非单调性图形零件的加工,系统不报 警,机
床正常加工。
3 镜像功能的开通
许多装有FANUC 0i 系统的机床生产厂家并没有在调试参数时开通G51 镜像功能开通,如要开通需设置以下4 个参数:5400#6=1(各轴缩放比例用I、J、K 指令);
5400#7=1 (缩放的倍率单位为0.001 倍);5401#0=1(缩放有 效);0012#0=1(镜像开通)。